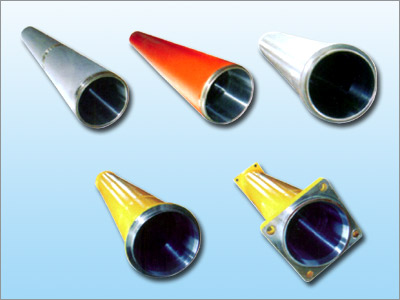
一、5#精轧钢管内壁粗车镗;
二、衍磨至粗糙度Ra≤0.4μm;
三、等离子超激光淬火形成强化层;
四、电镀硬铬;
五、抛光加工制品。所述的强化层位于缸体内表面的电镀层与缸体基体之间,厚度为0.3~1.0mm,所述的强化层硬度为HRC61。
本制造流程忠中等离子超激光强化层与运送缸内壁间结合杰出,耐磨损性强,根本不改变基体尺寸和形状,且无环境污染,抗接触疲惫的寿命较传统加工工艺相同厚度下的镀铬层提高数倍以上。